


常用的金属焊接工艺你知道多少(下)

本期介绍其他焊接方法与焊剂的知识
这里总结了8种其他焊接方法,下面依次进行讲解分享。
1.1 焊接过程

1)焊件发生相对运动;
2)两焊件间发生端面接触,进而产生摩擦热;
1.2 优缺点及应用



2.1 优缺点及应用




3.2 优缺点及应用



利用加速和聚焦的电子束轰置于真空或非真空中的焊件所产生的热能进行焊接的方法就叫电子束焊接。也就是说,焊接所需热量是由电子束轰击焊件所产生的。
4.1 焊接过程

-
电子枪阴极由于直接或间接加热而发射电子;
-
该电子在高压静电场的加速下,然后再通过电磁场的聚焦就可以形成高能量密度的电子束;
-
高能密度电子束去轰击工件,巨大的动能转化为热能,熔化焊件,形成熔池,进而完成焊接。
4.2 优缺点及应用


5.1 焊接过程

-
低频交流电转为高频交流电
-
电能转为机械振动能
-
增大振幅
-
施压,焊头与工件接触进行焊接
5.2 优缺点及应用

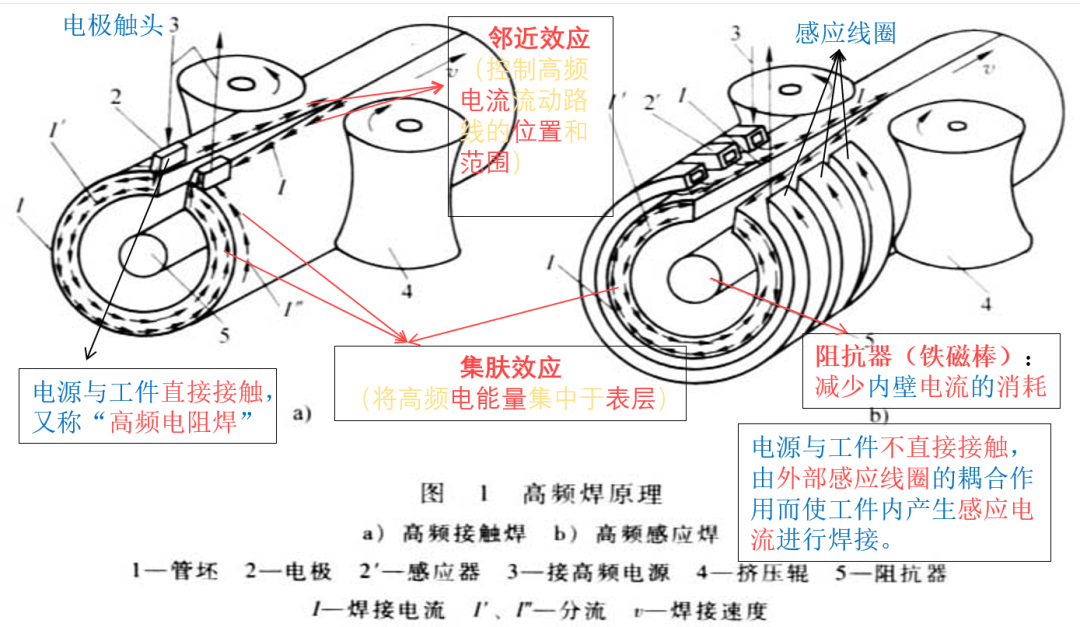
集肤效应:当导体通以交流电流时,大部分电流仅沿导体表层流动的现象。




7.2 优缺点及应用




8.2 优缺点及应用


焊接时所消耗材料的通称就叫焊接材料,简称焊材;例如焊条、焊丝、金属粉末、焊剂、气体等。


1.1 焊芯
1.2 药皮
1.2.1 药皮的作用
1)机械保护(气、渣联合保护)
产生气体和熔渣,隔绝空气,防止熔滴和熔池金属与空气接触;
凝固的渣壳覆盖在焊缝表面,可防止高温的焊缝金属被氧化和氮化;
2)冶金处理(脱氧、去磷、去硫、合金化)
去除有害元素,补充合金元素。
3)改善焊接工艺性能 (稳弧)
使电弧易引燃,燃烧稳定,飞溅小,焊缝成形美观,易脱渣,适宜全位置焊等。
1.2.2 药皮的组成

1.3 焊条的分类
1)按熔渣的碱度分类

结构钢焊条、耐热钢焊条、不锈钢焊条、堆焊焊条、低温钢焊条、铸铁焊条、镍和镍合金焊条、铜及铜合金焊条、铝及铝合金焊条以及特殊用途焊条。
氧化钛型焊条、氧化钛钙型焊条、钛铁矿型焊条、氧化铁型焊条、纤维素型焊条、低氢型焊条、石墨型焊条及盐基型焊条。
1.4 焊条的型号
焊条型号是以焊条国家标准为依据,反应焊条主要特性的一种表示方法。
焊条的型号包括以下含义:焊条类别、焊条特点(焊芯金属类型、使用温度、熔敷金属化学成分、抗拉强度等)、药皮类型及焊接电源。

1.5 焊条的牌号
焊条牌号是根据焊条的主要用途、性能特点对焊条产品的具体命名。电焊条的牌号共分为十大类,如结构钢焊条、耐热钢焊条、不锈钢焊条等。

1.6 焊条的选用
a 工艺性能指标
1)电弧稳定性
电弧容易引燃,并且保持稳定燃烧(不产生断弧、漂移和磁偏吹等)的程度。
2)焊缝成形
成形良好——是指表面光滑,波纹细密美观、焊缝几何形状及尺寸正确。
3)各种位置焊接的适应性

4)飞溅

5)脱渣性
是指焊后从焊缝表面清除渣壳的难易程度。
6)焊条熔化速度
是焊条施焊时单位时间内熔化焊芯的质量和长度;相对而言,熔化速度越大越好。
7)焊条药皮的发红
是指焊条在使用到后半段时,由于药皮温度过高而发红、开裂或药皮脱落的现象。
8)焊接烟尘
b 焊条的选用原则
-
等强度原则是指所选用焊条熔敷金属的抗拉强度与被焊母材金属的抗拉强度相等或相近。
-
等韧性原则是指所选用焊条熔敷金属的韧性与被焊母材金属的韧性相等或相近。
-
等成分原则是指所选用焊条熔敷金属的化学成分符合或接近母材金属。
a 焊条的烘干
b 焊条的储存
3)焊条必须放在离地面和墙壁的距离均在0.3m以上的木架上,以防受潮变质。
焊丝:焊接时作为填充金属或同时用来导电的金属丝叫焊丝。












优缺点


3.1 焊剂的分类
1)酸性焊剂 (碱度B<1.0)
熔渣以酸性氧化物为主,焊接工艺性能良好,焊缝成形美观;焊缝金属含氧量高,低温冲击韧性较低。
2)中性焊剂 (碱度B1.0~1.5)
熔敷金属的化学成分和焊丝的化学成分相近,焊缝金属含氧量有所降低。
3)碱性焊剂 (碱度B>1.5)
熔渣以碱性氧化物和氟化钙为主,焊缝金属含氧量低,冲击韧性较高,抗拉性好。





4.1 钎料需要满足的条件
(1)合适的熔点(比母材低几十度)
(2)具有良好的润湿性
(3)与母材充分溶解、扩散
(4)成分均匀稳定
(5)具有经济性、安全性(少用贵金属和有毒金属)
4.2 钎料的分类
1)按熔点分类
软钎料(易熔钎料):熔点低于450℃的钎料,如:锡铅钎料、镉银钎料、铅银钎料等;
硬钎料(难容钎料):熔点高于450℃的钎料,如:铝基、铜基、银基、镍基钎料等。
2)按主要化学成分分类
根据钎料主要金属元素,相应称为 × 基钎料,如钎基钎料、锌基钎料等。
3)按形状分类
可分为丝、棒、片、箔、粉状或特殊形状钎料(例如环形钎料或膏状钎料等)。
4.3 钎料的应用
(1)软钎料
主要用于焊接受力不大、工作温度较低的工件,如各种电器导线的连接及仪器、仪表元件的钎焊等电子线路的焊接。
(2)硬钎料
主要用于焊接受力较大、工作温度较高的工件,如自行车架、硬质合金刀具、钻探钻头等机械零部件的焊接。


5.1 钎剂的作用
1)清除钎料和母材表面的氧化物;
2)改善液态钎料对焊件的润湿性;
3)保护焊件和液态钎料在钎焊过程中免于氧化。
5.2 钎剂需满足的条件
1)具有足够的去除母材及钎料表面氧化物的能力;
2)钎剂的熔点及最低活性温度应低于钎料的熔点;
3)在钎焊温度下具有足够的润湿性;
4)钎剂的挥发物应当无毒性;
5)钎剂及其残渣对钎料及母材的腐蚀性要小且容易清除。
5.3 钎剂的分类
b. 有机软钎剂(非腐蚀性软钎剂):其化学活性比较弱,对母材几乎无腐蚀作用。如松香、胺、有机卤化物等都属于非腐蚀性软钎剂。
2)硬钎剂:在450℃以上进行钎焊所用的焊剂,其黏度大、活性温度相当高,必须在800℃以上使用,并且钎剂残渣难于清除。
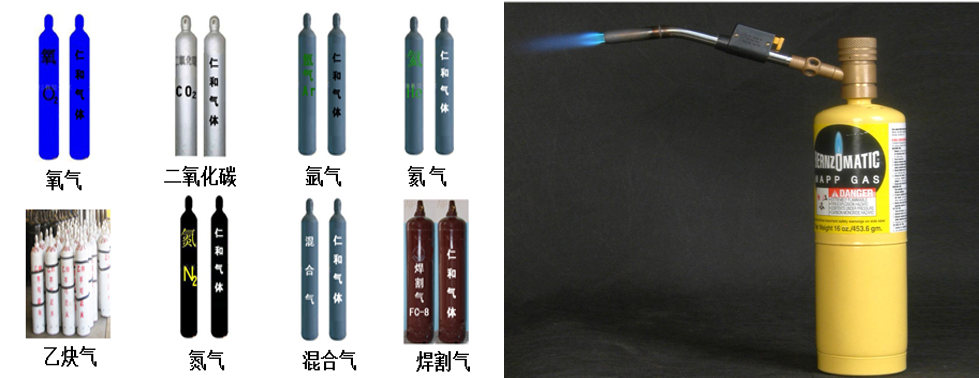
1)常用的保护气体

6.1 焊接常用气体的特性和用途



6.2 混合气体在焊接中的应用
改善焊缝熔深,减少气孔,提高生产效率,适用于铜、铝及其合金以及钛、锆等金属。
加入氢气可提高电弧温度,增加母材热量输入,可抑制CO气孔,该混合气为还原性气体,适用于镍及其合金,以及不锈钢管道。
加入N2,电弧温度提高,加入少量N2可提高电弧刚度并改善焊缝成型,适用于有色金属铜、铝等有色金属的焊接。
Ar+O2(高含量)氧气含量为20%左右,提高生产效率,减少气孔,提高焊缝的冲击韧性,适用于碳素钢和低合金结构钢。
电弧稳定、飞溅小,很容易获得轴向喷射过渡,焊缝成型较好,应用范围广(可用于喷射过渡也可用于短路过渡)

推荐阅读








